镗孔加工不再难!掌握这些镗刀知识,让你脱颖而出

在精密机械加工领域,镗孔工序常被视为考验操作者技术与经验的‘试金石’。其加工质量直接影响着零件的配合精度、位置度与整体性能。许多从业者觉得镗孔加工难度高、稳定性难以把控,往往是因为对关键执行者——镗刀的理解还不够深入。本文将系统梳理镗刀的核心知识与应用要点,助您构建扎实的知识储备,从容应对各类镗孔挑战,实现从‘觉得难’到‘做得好’的飞跃。
一、 认识镗刀:不止于“孔内精加工”
镗刀主要用于对已存在孔(如铸孔、锻孔、预钻孔)进行扩大、精修,以达到更高的尺寸精度(IT7-IT9级)、几何精度(圆度、圆柱度)和表面光洁度。其核心价值在于能够校正孔轴线的偏斜、保证孔系间的位置精度,这是钻孔或扩孔难以实现的。
二、 镗刀的关键类型与选用智慧
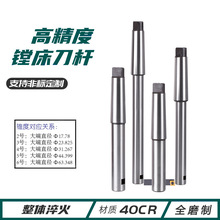
- 整体式镗刀:刀杆与刀头一体,刚性好,适用于中小直径孔(通常≤Φ40mm)的加工,精度易保证。
- 模块化镗刀系统:由刀柄、延长杆、减振杆、镗头等多个模块组合而成。其核心优势在于灵活性极高,通过更换模块即可应对不同深度、直径的孔,尤其适合深孔、多台阶孔及大直径孔的加工,是现代柔性制造和批量生产的利器。
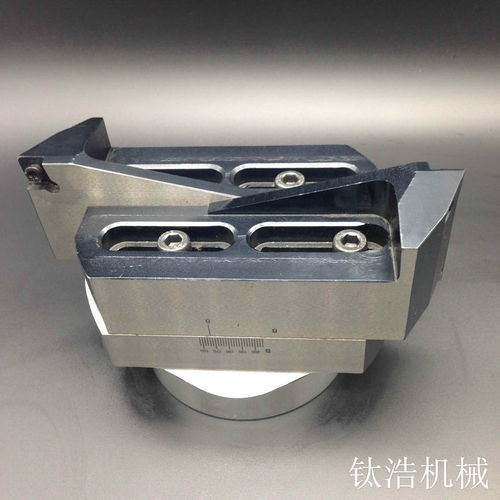
- 精镗微调单元(精镗头):这是实现高精度尺寸控制的“灵魂部件”。通过精密刻度盘或微调螺丝,能够实现镗刀径向尺寸的微量(常精确到0.001mm)调整,无需更换刀片即可完成尺寸修正,极大提升了加工效率和精度一致性。
- 双刃镗刀:对称的两个切削刃同时工作,能平衡径向力,有效减少振动,提高加工稳定性与孔的形状精度。
选用原则:根据被加工孔的直径、深度、精度要求、批量大小以及机床刚性进行综合选择。小批、多样用模块化;大批、高精用专用精镗头;刚性不足时优先考虑双刃或减振设计。
三、 攻克难点的核心知识储备
- “刚性”是第一生命线:镗杆的悬伸越长,刚性越差,越易产生振动和让刀,导致孔出现锥度或振纹。对策:
- 遵循“尽可能短”的原则,选择足够粗、刚性好的镗杆。
- 使用模块化系统时,尽量减少连接模块数量。
- 充分利用机床的刚性,确保刀柄(如HSK、BT)与主轴贴合良好。
- “振动”的控制艺术:振动是镗孔表面质量和精度的大敌。
- 被动减振:使用内置阻尼减振器的镗杆,能有效吸收切削振动。
- 主动防振:优化切削参数——适当降低切削速度、减小切深、采用连续均匀的进给。
- 刀片选择:采用锋利的正前角刀片、较小的刀尖圆弧半径,以降低切削力。
- 排屑与冷却的畅通之道:尤其是深孔镗削,排屑不畅会导致刀具磨损加剧、孔质量下降甚至刀具损坏。
- 优先选择带内冷却通道的镗杆,将高压冷却液直接送达刀尖,起到冷却、润滑和辅助排屑三重作用。
- 编程时可采用“啄镗”循环,定期退刀排屑。
- 根据材料选择正确的断屑槽型刀片,确保切屑成小段排出。
- 尺寸精度与补偿的精准把控:
- 深刻理解并熟练操作所使用的精镗微调机构。调整前务必确认调整方向(是直径增大还是减小)。
- 建立稳定的“试切-测量-微调”流程。首次调整量建议为理论偏差的70%-80%,以抵消系统弹性变形。
- 利用机床的刀具补偿功能(如几何补偿、磨损补偿)进行宏观调整,与精镗头的微观调整相结合。
四、 高效应用与维护要点
- 刀片管理:使用与工件材料匹配的涂层硬质合金刀片,密切关注后刀面磨损和边界磨损,定期转位或更换,避免因刀具过度磨损导致的尺寸失控。
- 预调与对刀:条件允许时,应在机外预调仪上预设好镗刀直径,大幅减少机床停机对刀时间。
- 清洁与保养:模块化�刀每次拆卸后,务必清洁各连接接口,避免微小切屑或污物影响结合精度和刚性。
###
镗孔加工之“难”,实则是系统性知识与精细操控能力的综合体现。当你深入理解了镗刀这一关键工具的内在逻辑——从类型选择、刚性构建、振动抑制到精密调整,并将这些知识转化为规范的作业流程和敏锐的现场判断力时,镗孔便从一项令人畏惧的挑战,蜕变为展示你高超工艺水平的舞台。持续学习,精于实践,这些深厚的知识储备必将让你在众多从业者中变得与众不同,游刃有余地驾驭精密孔加工的世界。
如若转载,请注明出处:http://www.nthcxkj.com/product/26.html
更新时间:2026-06-19 13:02:35