哈森教你解决镗孔加工中的切削振动难题
在精密镗孔加工中,切削振动是导致工件表面质量下降、尺寸精度偏差、刀具寿命缩短甚至机床部件损坏的常见顽疾。尤其是使用镗刀进行深孔或悬伸加工时,振动问题尤为突出。哈森作为经验丰富的工艺工程师,将系统性地教你如何诊断和解决镗削过程中的振动问题。
一、 精准诊断振动根源
必须明确振动的类型与来源:
- 强迫振动:通常由机床主轴不平衡、传动部件磨损、外部振动源(如附近设备)或断续切削(如加工键槽、不均匀余量)引起。其振动频率与机床转速或外部干扰频率相关。
- 自激振动(颤振):这是镗削中最棘手的问题,由切削过程本身激发并维持。其典型特征是刺耳的尖啸声,振动频率远高于主轴转速频率,会严重恶化表面质量。颤振的根本原因在于工艺系统(机床-刀具-工件-夹具)刚性不足与切削参数不匹配产生的“负阻尼”效应。
二、 系统性解决方案:从工艺系统刚度入手
哈森强调,提升整个工艺系统的刚性是治本之策。
- 增强刀具系统刚性:
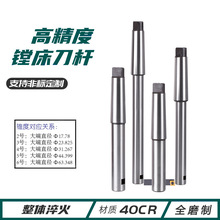
- 选择刚性最佳的镗刀系统:优先采用短而粗壮的刀柄(如强力刀柄、液压刀柄),减少悬伸量。悬伸量增加一倍,刚度下降为原来的1/8。
- 使用减振镗杆:对于深孔加工,投资带有动态减振器或阻尼材料的镗杆能有效吸收振动能量。
- 确保刀片夹持牢固:使用扭矩扳手按规定扭矩锁紧刀片,检查刀片座是否清洁、无损坏。
- 增强工件与夹具刚性:
- 工件支撑:对于薄壁件或长工件,增加辅助支撑(如中心架、跟刀架、定制工装)至关重要。
- 优化夹紧方案:尽量靠近切削点施加夹紧力,并确保夹紧力均匀、充足,避免工件在切削力作用下发生移动或变形。
- 粗加工去应力:对铸造或锻造毛坯先进行粗加工,释放内应力,减少后续精加工时的变形与振动。
三、 优化切削参数与策略
在系统刚性确定后,通过调整切削参数来“避开”振动区。
- 调整主轴转速:这是最有效的手段之一。当发生颤振时,尝试显著提高或降低转速(通常改变20%-30%),以改变振动频率与系统固有频率的关系,破坏颤振生成条件。有条件可使用振动分析仪找到“稳定转速区间”。
- 控制切深与进给:
- 避免临界切深:颤振通常在特定切深下发生。如果振动,首先尝试减小切深(如减半)。有时,反向增加切深(如果机床功率和刚性允许)也能提升稳定性。
- 提高进给率:适当提高每转进给量(fn)通常有利于抑制振动,但会牺牲表面光洁度。需在质量与效率间权衡。
- 改变刀具几何角度与刃口处理:
- 使用正前角、锋利刃口的刀片有利于降低切削力,但可能削弱刃口强度。对于振动工况,可尝试稍负的前角或更大的刀尖圆弧半径(R角)来增强刃口。
- 采用修光刃或wiper刀片:在同等进给下可获得更好表面质量,从而允许使用更高的进给率来抑振。
- 使用不等齿距或特殊槽型的减振刀片:打破周期性切削力,干扰振动的形成。
四、 其他实用技巧与注意事项
- 冷却与润滑:确保切削液充足并喷射到刀尖,特别是加工粘性材料(如不锈钢、高温合金)时,良好的冷却润滑可以降低切削力和摩擦热,减少振动倾向。对于深孔,可使用高压内冷镗刀。
- 刀尖中心高:精确设定镗刀刀尖与主轴中心等高。刀尖过高或过低都会改变实际工作前/后角,影响切削力分布,可能引发振动。
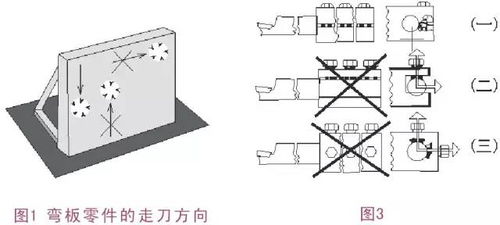
- 路径优化:对于通孔,考虑使用“退刀镗削”方式(从孔底向孔口切削),有时能改善排屑和受力状态。
- 定期维护:检查机床主轴轴承间隙、导轨磨损情况,并及时维护。一台状态良好的机床是稳定加工的基础。
哈森告诉你,解决镗削振动没有单一妙招,需要一个系统性的排查与优化过程:先加固工艺链中最薄弱的环节(通常是刀具悬伸或工件支撑),再精细调整切削参数,并善用现代减振刀具技术。通过耐心实践与记录,你就能建立起针对自己设备的稳定加工参数库,彻底驯服振动,实现高效、高质的镗孔加工。
如若转载,请注明出处:http://www.nthcxkj.com/product/29.html
更新时间:2026-06-19 22:49:41